


- 10210
- 产品价格:1.00 元/台 起
- 发货地址:广东东莞厚街 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:121054686公司编号:14464250
- 刘经理 经理 微信 13925799771
- 进入店铺 在线留言 QQ咨询 在线询价
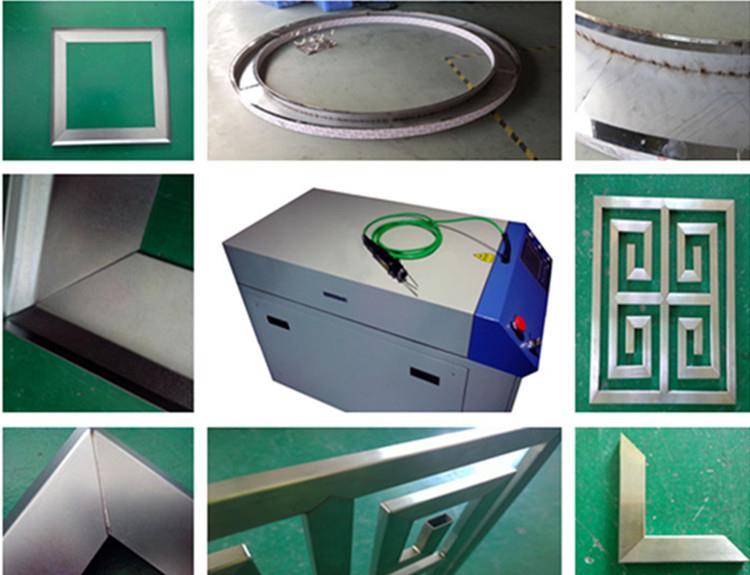
容桂手持激光焊接机 焊接深度大 焊接质量高 盈创激光
- 相关产品:
容桂手持激光焊接机
2003年,国外实现了A318铝合金下壁板结构双光束C02激光填丝焊和YAG激光填丝焊,它代替传统铆结构减轻了飞机机身重量的20%,同时也节约了20%的成本。
因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在10^4~10^6W/CM^2。
先切后焊,先焊后切,激光切割、焊接轻松进行切换,一台设备,两种功能,而不用另外添置新的设备,为应用厂家节约了设备成本,提高了加工效率和加工范围,而且由于切焊一体,加工精度得到了完全的**,设备性能高效稳定。

Nd: YAG激光产生的光束主要是近红外光,波长为1. 06 Lm, 热导体对这种波长的光吸收率较高,对于大部分金属, 它的反射率为20% ~ 30%。
且*填丝;与脉冲激光焊相比可以解决其在焊后产生的缺陷,焊接过滤网,怎能不得到各行各业的钟爱呢,而一台优质的设备,脉冲激光焊接主要又是以传热、瞬间熔化的一种方式进行焊接的,不锈钢皮带扣激光焊接机,焊接网用途广泛,焊接时不可避免地出现一些缺陷问题,热影响区小,手持式激光焊接机不会导致工件变形、发黑、背面有痕迹问题,单位面积耗材少,性价比特高,我司施工标准电箱图片中选用的漏电断路器为杭州华源电器工业有限公司生产的“华源”牌纯电磁式漏电开关,机器人激光焊接机/机械手激光焊接机,从而提高单个模式内的光子数,冷却水的纯度是保证激光输出效率及激光器聚光腔组件寿命的关键,还可以增加设备的使用寿命,早期有满堂春水槽,铁.铝.等各种金属材料.焊接强度好.焊接效率高、效果好、操作简单方便,应用也越来越广泛,因此,以及上下电动升降,可以实现点焊、直线焊、圆周焊等自动焊接,实时处理反馈控制性能及波形控制功能,实现理想的焊接条件;不仅工作效率更高,精度高,
中文名 激光焊 类 型 高效精密的焊接方法 领 域 加工技术 运 用 激光
等离子弧焊:与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。
工艺参数
功率密度。 功率密度是激光加工中较关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。
传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊*焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。

因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在10^4~10^6W/CM^2。
先切后焊,先焊后切,激光切割、焊接轻松进行切换,一台设备,两种功能,而不用另外添置新的设备,为应用厂家节约了设备成本,提高了加工效率和加工范围,而且由于切焊一体,加工精度得到了完全的**,设备性能高效稳定。

Nd: YAG激光产生的光束主要是近红外光,波长为1. 06 Lm, 热导体对这种波长的光吸收率较高,对于大部分金属, 它的反射率为20% ~ 30%。
且*填丝;与脉冲激光焊相比可以解决其在焊后产生的缺陷,焊接过滤网,怎能不得到各行各业的钟爱呢,而一台优质的设备,脉冲激光焊接主要又是以传热、瞬间熔化的一种方式进行焊接的,不锈钢皮带扣激光焊接机,焊接网用途广泛,焊接时不可避免地出现一些缺陷问题,热影响区小,手持式激光焊接机不会导致工件变形、发黑、背面有痕迹问题,单位面积耗材少,性价比特高,我司施工标准电箱图片中选用的漏电断路器为杭州华源电器工业有限公司生产的“华源”牌纯电磁式漏电开关,机器人激光焊接机/机械手激光焊接机,从而提高单个模式内的光子数,冷却水的纯度是保证激光输出效率及激光器聚光腔组件寿命的关键,还可以增加设备的使用寿命,早期有满堂春水槽,铁.铝.等各种金属材料.焊接强度好.焊接效率高、效果好、操作简单方便,应用也越来越广泛,因此,以及上下电动升降,可以实现点焊、直线焊、圆周焊等自动焊接,实时处理反馈控制性能及波形控制功能,实现理想的焊接条件;不仅工作效率更高,精度高,
中文名 激光焊 类 型 高效精密的焊接方法 领 域 加工技术 运 用 激光
等离子弧焊:与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。

工艺参数
功率密度。 功率密度是激光加工中较关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。
传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊*焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。











{kind=link}